型号24ft
风扇直径7.3m
功率1.5kw/h
电源参数380v/3ph/50hz 220v/3ph/50hz 220v/1ph/50hz
叶片数量5
较大转速60rpm
噪音55dba
覆盖半径25m
作用范围1963㎡
风量14130(m3/min)
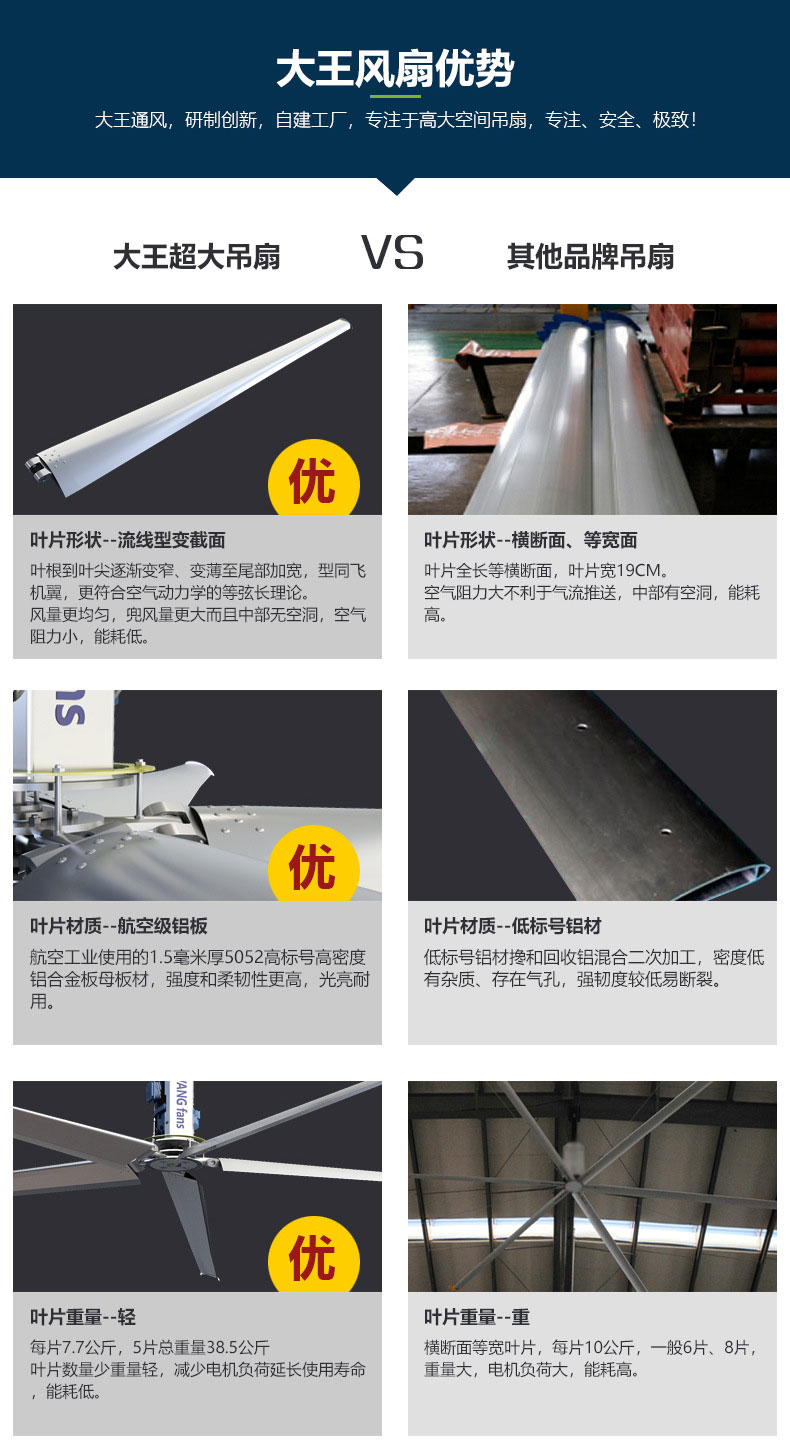
叶片重量/片7.7kg
整机重量100.8kg
江苏大王通风机械有限公司凭借多年行业经验以及强大的技术研发团队,大王通风不断推出新型风扇设备,如基于PMSM (permanent magnet synchronous motor)永磁同步原理的新型HVLS超大型节能风扇,始终处于行业**。
相信很多人在家里看着吊扇,一些脑中的画面,吊扇会掉下来砍人,毕竟,风,速度,掉在人身上想起来是可怕的。好吧,我可以告诉你,吊扇通常不会掉下来,但只要它们操作得当。

工业吊扇的使用要求决定了风扇叶片的表面处理性能,机械加工性能和使用环境. 在这种情况下,设计人员需要根据使用要求选择合适的挤压铝合金类型. 而且,由相同类型的铝合金挤出的风扇叶片的性能取决于风扇叶片的设计形状. 因此,风扇叶片的形状决定了风扇叶片的挤压模及其形状. 解决了工业风扇叶片的设计问题后,可以使用挤压铝棒进行挤压. 挤压前,必须先加热用于挤压的铝棒. 待挤压的铝棒软化后,将其放在铸锭筒中,然后使用功率更大的液压缸推动挤压机的挤压杆. 同时,在挤压杆的前部放置一个挤压垫,以便在挤压垫的作用下,将加热和软化的铝合金从挤压模中的成型孔中挤压出来,从而形成所需的风扇叶片. 形状. 此过程是此阶段直接挤出过程的简单描述. 间接挤出的过程与直接挤出的过程相似,但有一些区别. 在间接挤压中,模具是固定的,铝合金由挤压杆推动,以通过模具孔形成所需的铝合金形状. 此外,间接挤压将模具安装在挤压杆内部的空心位置,将模具推至固定的铝杆位置,并迫使铝合金穿过模具中的孔.

工业吊扇叶片采用哪种制造方法?工业吊扇的大多数叶片都是通过挤压工艺生产的. 尽管挤压工艺的质量低于弯曲工艺的质量,但可以满足大规模生产的要求,并且只要有适当的管理,仍然可以保证叶片的质量. 风扇叶片的铝合金挤压也分为不同的方法. 根据挤压过程中金属流动方向和挤压杆运动方向之间的差异,可将其分为正向挤压,反向挤压和接头挤压. 挤压时,挤压力的施加方向与产品流出的方向相反,这称为反向挤压法. 目前,大多数制造商都使用正向挤压来生产铝合金风扇叶片,但是反向挤压方法具有更多的优势.
工业吊扇通过不断蒸发人体表面的水分,实现5-8℃的体感降温,同时保持人体体内水分,不会形成脱水,增强体感舒适度。其形成的巨量气流可带走室内的粉尘、异味、高温、潮湿,实现通风、降温双重功能,四季可适用,适用寿命在10-15年。
大王通风,拥有了多项工业大风扇的发明和,全系列HVLS风扇产品拥有完整的知识产权,通过FCC、CE、ROHS、CCC、CSA、GL、UL认证,关键部件通过国家破坏性测试。
http://www.dawanghvlsfans.com