型号24ft
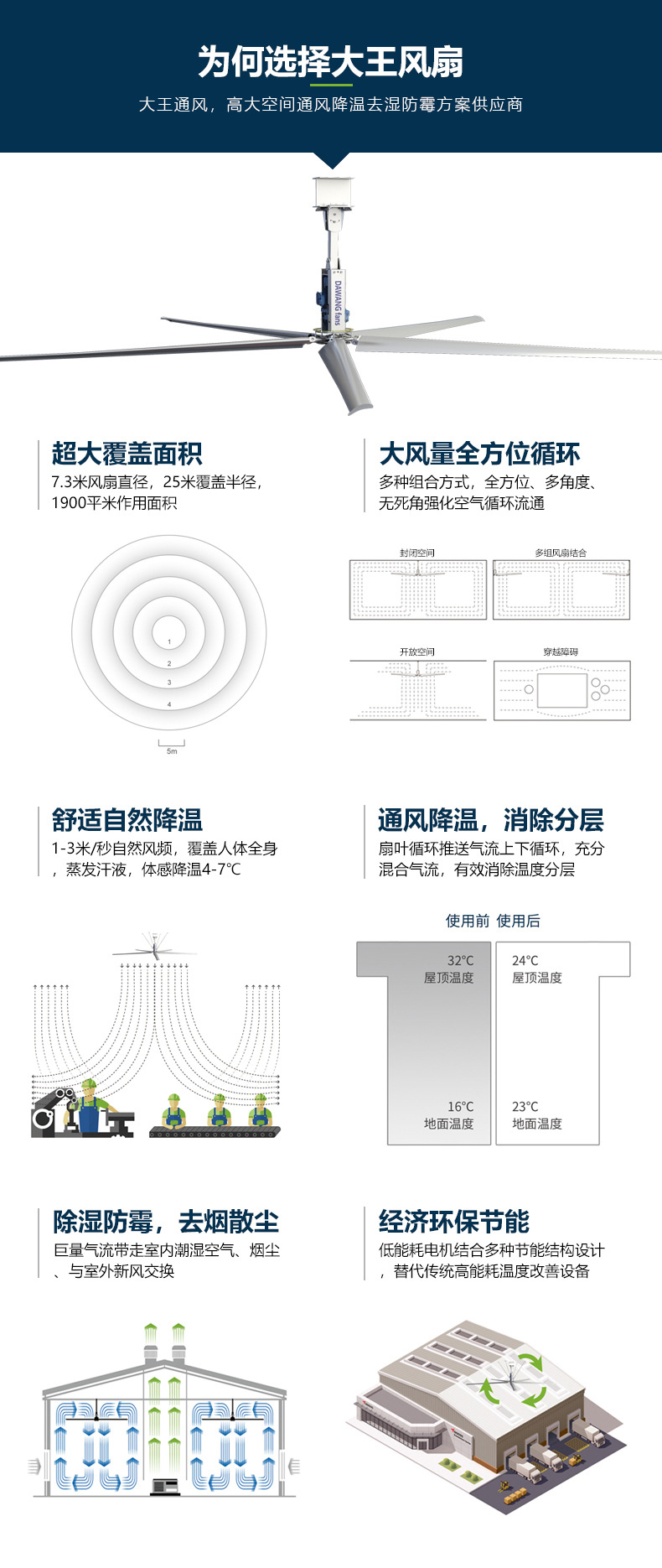
风扇直径7.3m
功率1.5kw/h
电源参数380v/3ph/50hz 220v/3ph/50hz 220v/1ph/50hz
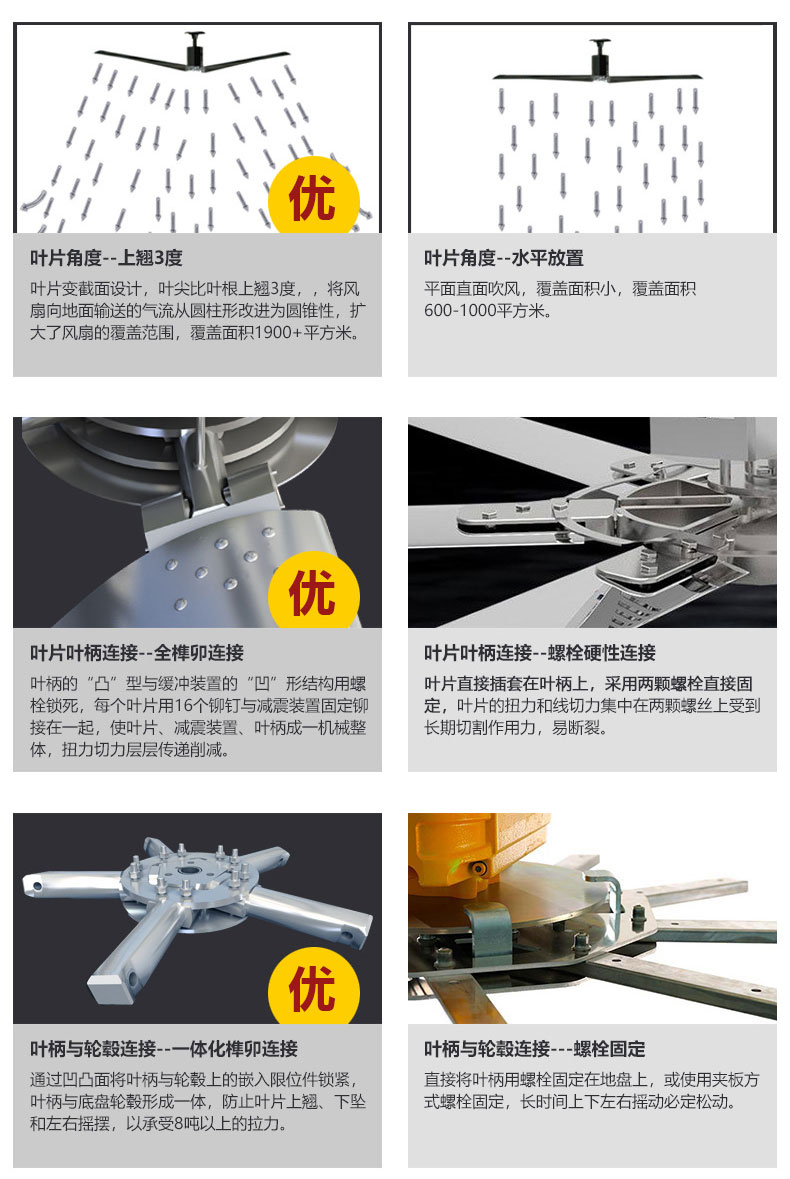
叶片数量5
较大转速60rpm
噪音55dba
覆盖半径25m
作用范围1963㎡
风量14130(m3/min)
叶片重量/片7.7kg
整机重量100.8kg
大王通风已经通过IS09001:2015质量管理体系认证、德国莱茵(TUV)深度验厂, 荣获“”、“2019年度无锡市雏鹰企业”等多项荣誉,成为德国ABM合作伙伴。
吊扇使用前在吊扇下无人时进行测试。通过试运转,可以看出转动中没有晃动或冒烟,也没有烧焦的气味。如果在试运行过程中发现抖动、噪音、气味等,请立即停止使用,查明原因并修复后继续使用。
工业吊扇叶片采用哪种制造方法?工业吊扇的大多数叶片都是通过挤压工艺生产的. 尽管挤压工艺的质量低于弯曲工艺的质量,但可以满足大规模生产的要求,并且只要有适当的管理,仍然可以保证叶片的质量. 风扇叶片的铝合金挤压也分为不同的方法. 根据挤压过程中金属流动方向和挤压杆运动方向之间的差异,可将其分为正向挤压,反向挤压和接头挤压. 挤压时,挤压力的施加方向与产品流出的方向相反,这称为反向挤压法. 目前,大多数制造商都使用正向挤压来生产铝合金风扇叶片,但是反向挤压方法具有更多的优势.
工业吊扇的使用要求决定了风扇叶片的表面处理性能,机械加工性能和使用环境. 在这种情况下,设计人员需要根据使用要求选择合适的挤压铝合金类型. 而且,由相同类型的铝合金挤出的风扇叶片的性能取决于风扇叶片的设计形状. 因此,风扇叶片的形状决定了风扇叶片的挤压模及其形状. 解决了工业风扇叶片的设计问题后,可以使用挤压铝棒进行挤压. 挤压前,必须先加热用于挤压的铝棒. 待挤压的铝棒软化后,将其放在铸锭筒中,然后使用功率更大的液压缸推动挤压机的挤压杆. 同时,在挤压杆的前部放置一个挤压垫,以便在挤压垫的作用下,将加热和软化的铝合金从挤压模中的成型孔中挤压出来,从而形成所需的风扇叶片. 形状. 此过程是此阶段直接挤出过程的简单描述. 间接挤出的过程与直接挤出的过程相似,但有一些区别. 在间接挤压中,模具是固定的,铝合金由挤压杆推动,以通过模具孔形成所需的铝合金形状. 此外,间接挤压将模具安装在挤压杆内部的空心位置,将模具推至固定的铝杆位置,并迫使铝合金穿过模具中的孔.

工业吊扇与空调配合使用时,可增加室内空气的含氧量,改善长期使用空调带来的缺氧感,在不降低人体舒适感的同时可将温度调上1-2度,联合使用可降低运营成本50%。工业吊扇较适用于高4.5米以上的大空间,不适用于小空间。其安装于屋顶,没有用电隐患,视觉也更为美观。
大王通风在国内建立了多个覆盖全国的销售服务中心,已为国内外5000多家工业场所、商用场所完成生产、游乐环境改善工作,如一汽、西子电梯、广州地铁、太重集团、乔丹等,大王通风工业大风扇已广泛应用于各行各业,奠定了行业的标准和基础,有效地解决了高大空间闷热潮湿、气流分层、烟尘不散等难题。
http://www.dawanghvlsfans.com






















